

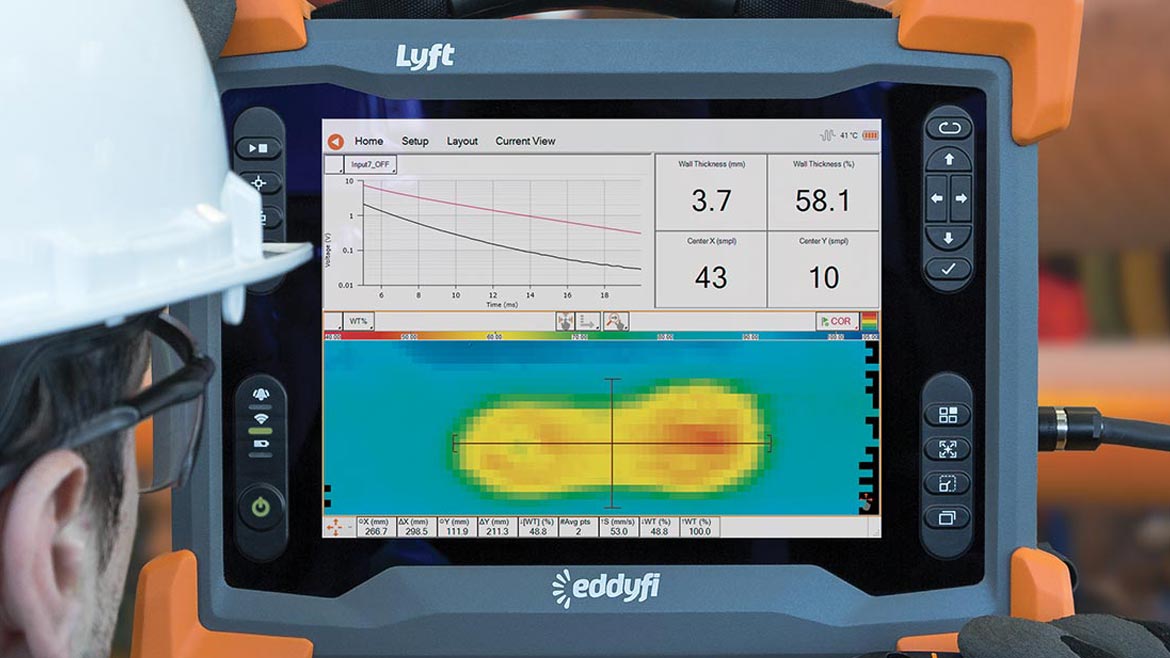
図2:PEC検査装置のプローブを腐食痕のあるパイプに当てた様子
画像の出典:Eddyfi Technologies
パルス渦流探傷試験(PEC)で重大な減肉が検出・測定された場合、補助的、かつ、より包括的な別の手法で当該箇所を確認する必要がある。
PECの長所と短所
最大12インチのリフトオフ(保温材、耐火材等)があっても検査可能
炭素鋼や鋳鉄鋼の厚さを最大4インチまで測定可能
短期間で簡単に導入
測定精度は公称厚さ±10%以内
外面および内面の腐食を検知
表面処理不要
フランジ部や端部は測定しにくい
微小な単独ピッティングの検出不可
PECの利点と限界を理解したところで、リスクベースの検査プロセスにPECをどう組み込めばいいのか、PECがどのような設備に適しているのかをみていこう。まず、PECを使用すれば計画停止期間前に腐食箇所を迅速に特定できるため、作業日程に大きな影響を与えることなく、さまざまな設備を高い頻度で検査することが可能だ。さらに、全面腐食の位置を事前に把握できるため、停止期間中に実施する放射線透過試験や超音波探傷試験(UT)などの定量的検査の対象箇所を絞り込め、検査を効率化できる。
(-6に続く)
※原文記事を機械翻訳+人手校正(ポストエディット)にて作成しております。